



从“人、机、料、法、环、测”看企业数字化的重要性
2025-12-26 10:31:02
浏览:
“
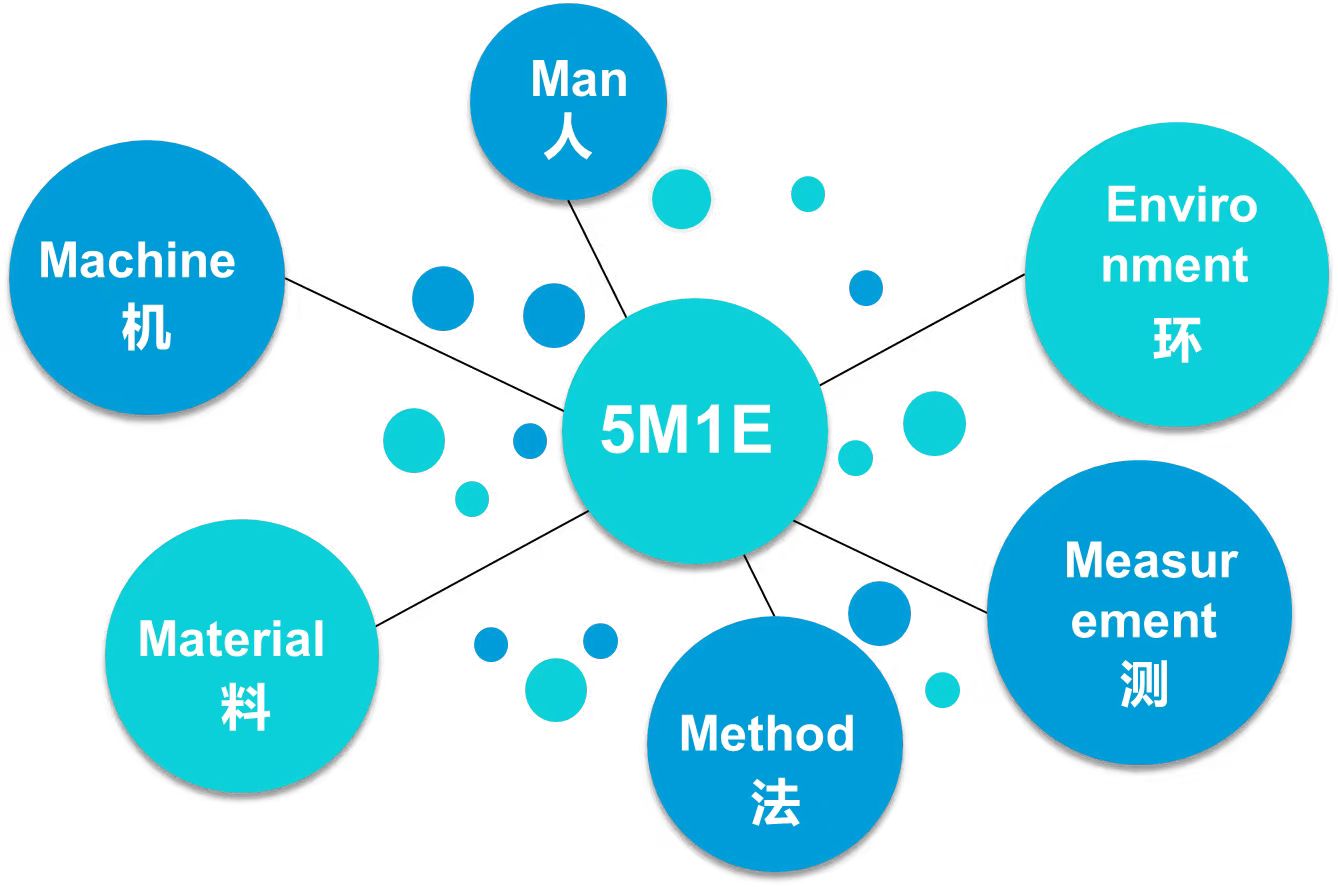
“人、机、料、法、环、测”(简称“5M1E”)是构成生产活动的六大核心要素,也是企业保障生产效率、产品质量、运营安全的关键抓手。数字化转型通过数据驱动打通各要素管理链路,实现“精准管控、高效协同、持续优化”,成为现代制造企业突破管理瓶颈、提升核心竞争力的必然选择。
”
在生产管理领域,“人、机、料、法、环、测”(简称“5M1E”)是构成生产活动的六大核心要素,也是企业保障生产效率、产品质量、运营安全的关键抓手。传统生产管理模式下,六大要素普遍存在“信息割裂、响应滞后、管控粗放”等痛点,制约企业发展。而数字化转型通过数据驱动打通各要素管理链路,实现“精准管控、高效协同、持续优化”,成为现代制造企业突破管理瓶颈、提升核心竞争力的必然选择。以下从六大要素逐一剖析数字化的核心价值。
一、人:数字化让人员管理从“模糊监督”到“精准赋能”
传统生产场景中,人员管理面临“出勤难统计、技能难匹配、绩效难核算”等问题:一线员工出勤是手工打卡,加班、调班记录混乱;不同岗位技能要求不同,新人上手慢,易出现错岗安排;绩效核算依赖手工统计产量、质量数据,误差大且激励滞后。
数字化转型通过人力资源管理系统、生产执行系统(MES)等工具重构人员管理模式:
① 精准考勤与排班:通过人脸识别、定位打卡实现出勤自动统计,系统结合生产计划智能排班,避免人力闲置或短缺;
② 技能与任务匹配:建立员工技能档案,记录培训经历、持证情况、实操能力,系统根据生产任务自动匹配适配员工,新人可通过数字化培训平台(如VR实操模拟、视频教程)快速掌握技能;
③ 实时绩效核算:MES系统自动采集员工生产产量、质量合格率、设备操作时长等数据,实时生成绩效报表,提成、奖金自动核算,精准激发员工积极性。数字化让人员管理从“被动监督”转向“主动赋能”,最大化发挥人力价值。
二、机:数字化让设备管理从“事后维修”到“预知维护”
设备是生产的核心资产,传统设备管理多采用“不坏不修”的事后维修模式,存在三大痛点:设备故障突发导致生产中断,损失巨大;设备维护依赖老技师经验,维护周期凭主观判断,易出现过度维护或维护不足;设备运行数据未留存,无法追溯故障根源,难以持续优化。
数字化通过设备管理系统(EAM)、工业物联网(IoT)实现设备全生命周期精细化管理:
① 实时监控运行状态:在设备关键部位安装传感器,实时采集转速、温度、振动等运行数据,通过系统可视化展示,异常数据自动预警,避免故障突发;
② 预知性维护:基于设备运行数据和历史故障记录,通过算法预测设备故障风险,提前生成维护计划,将“事后维修”转为“事前预防”,减少非计划停机时间;
③ 全生命周期追溯:系统记录设备采购、安装、维护、维修、报废全流程数据,包括维护人员、备件消耗、维修效果等,为设备优化、选型提供数据支撑。数字化让设备管理从“经验驱动”转向“数据驱动”,提升设备利用率与生产稳定性。
三、料:数字化让物料管理从“粗放管控”到“精准协同”
物料是生产的基础,传统物料管理易出现“缺料停产、库存积压、追溯困难”等问题:生产前需人工核对物料库存,效率低且易出错;物料采购凭经验下单,要么因缺料延误生产,要么因过量采购导致资金占用;物料批次、流向记录不完整,出现质量问题无法快速追溯根源。
数字化通过企业资源计划(ERP)、仓库管理系统(WMS)、物料需求计划(MRP)实现物料全链路精准管控:
① 精准需求规划:MRP模块结合销售订单、生产计划、现有库存自动计算物料需求,生成采购计划,避免缺料或积压;
② 精细化仓储管理:WMS系统实现库位精准定位,物料出入库通过扫码完成,自动更新库存数据,支持批次、效期、序列号管理,库存准确率可达99%以上;
③ 全链路追溯:从原材料入库、生产领料、半成品流转到成品出库,系统全程记录物料流向,关联生产订单、设备、人员等信息,出现质量问题可快速定位受影响物料批次,精准召回,降低质量损失。
四、法:数字化让流程管理从“经验驱动”到“标准闭环”
“法”即生产工艺、操作流程、管理规范,传统流程管理存在“标准不统一、执行不到位、优化无依据”等问题:不同班组、不同员工操作流程存在差异,导致产品质量不稳定;流程执行依赖人工监督,易出现跳步、漏步等违规操作;流程优化凭经验判断,缺乏数据支撑,难以持续提升。
数字化通过制造执行系统(MES)、流程管理系统构建标准化流程管理体系:
① 流程标准化固化:将最优生产工艺、操作步骤录入系统,员工通过系统接收作业指导书(SOP),按标准化流程操作,避免人为差异;
② 执行过程管控:系统实时监控流程执行进度,违规操作自动预警,确保流程落地;
③ 数据驱动优化:系统记录流程执行全数据,包括生产周期、不良率、操作耗时等,通过数据分析定位流程瓶颈,为流程优化提供精准依据。数字化让生产流程从“弹性执行”转向“刚性标准”,保障产品质量稳定性与生产效率。
五、环:数字化让环境管理从“被动合规”到“主动管控”
生产环境(如温度、湿度、洁净度、噪音、粉尘)直接影响产品质量与员工安全,传统环境管理依赖人工定时巡检,存在“监测不实时、数据不精准、预警滞后”等问题:人工巡检频次低,无法及时发现环境异常;巡检数据手工记录,易出错且难以追溯;面对环保监管,缺乏完整数据支撑,合规风险高。
数字化通过环境监测系统、IoT传感器实现生产环境全方位实时管控:
① 实时监测环境参数:在生产车间、仓库等关键区域安装温湿度、粉尘、噪音等传感器,实时采集数据并上传系统,数据异常自动触发声光预警,相关人员及时处理;
② 数据自动留存与追溯:系统自动记录环境监测数据,生成合规报表,可随时导出供监管核查,降低合规风险;
③ 智能调控环境:部分环境参数(如温湿度)可联动智能设备实现自动调控,确保环境稳定达标,保障产品质量。数字化让环境管理从“被动应对”转向“主动管控”,兼顾质量保障与合规要求。
六、测:数字化让质量检测从“事后把关”到“全流程预防”
“测”即质量检测,传统质量检测多集中在成品出厂环节,属于“事后把关”,存在三大痛点:不合格产品流入市场后,召回成本高、品牌损失大;质量问题无法追溯至生产环节,难以从根源改进;检测数据手工记录,统计分析效率低,无法为质量优化提供支撑。
数字化通过质量管理系统(QMS)实现全流程质量管控:
① 全流程检测覆盖:将质量检测嵌入原材料入库(IQC)、生产工序(IPQC)、成品出厂(FQC)全环节,检测数据实时录入系统,不合格品自动标识并隔离,避免流入下一道工序;
② 质量问题追溯与整改:系统记录不合格品的检测数据、生产批次、设备、人员、物料等信息,快速定位问题根源,发起整改流程(如8D、CAPA),跟踪整改效果,形成“发现-分析-整改-验证”的闭环;
③ 质量数据统计分析:系统自动汇总质量数据,生成不良率、缺陷类型、趋势分析等报表,通过数据挖掘找到质量薄弱环节,从根源优化生产工艺、物料管控等环节,实现质量预防。
总结:数字化实现“5M1E”全要素协同,筑牢智能制造根基
从“人、机、料、法、环、测”六大要素来看,企业数字化的核心价值,在于打破各要素之间的信息孤岛,通过数据驱动实现“精准管控、高效协同、持续优化”:数字化让人员匹配更精准、设备维护更前瞻、物料流转更顺畅、流程执行更标准、环境管控更合规、质量保障更全面。
更重要的是,数字化并非单一要素的优化,而是通过ERP、MES、WMS等系统的协同,实现“6M”全要素数据互通与流程联动——生产计划驱动人员、设备、物料协同,质量检测数据反向优化工艺与物料管控,环境数据保障生产安全与产品质量。这种全要素协同,不仅能大幅提升生产效率、降低运营成本、保障产品质量,更能为企业后续智能制造(如工业机器人、数字孪生)奠定坚实基础,成为企业在市场竞争中站稳脚跟的核心支撑。
欢迎垂询

扫码获取一对一服务
或致电:0755-82556400
VIP专线:138 2651 2513
联系专业顾问,为您推荐适合的数字化方案
获取报价或申请试用
技术支持:互联时空网站建设 Copyright @ 2024 深圳市金创志科技有限公司 版权所有 粤ICP备19154957号-2
